
KTL
KTL
Electrophoresis is a collective term for coating processes where paint particles are deposited on a (current conducting) product using electric current. In electrophoresis the product can be connected to both the cathode (KTL) as the anode (ATL). Both processes are used in industry and supplied by us. A good control of the process parameters is also obtained by sophisticated heating and cooling. As with powder coating, the paint particles must then polymerise and harden in a curing oven. Indufinish maintains good contacts with different specialists in the field of KTL/ATL processes, in order to keep up to date with the latest developments in this field.
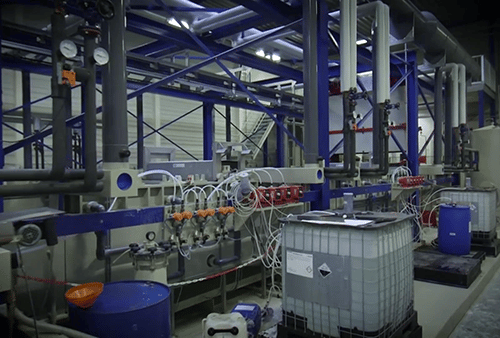
A process that is as efficient as possible is always our basic principle. We achieve this, among other things, by using thermoplastic baths and pipe materials as much as possible. The extensive knowledge that we have in the field of anodising and electroplating technology has contributed to an optimal fluid movement, correctly dimensioned current transmissions and sophisticated overall design in our baths. Rinsing technology also plays a major role when it comes to the efficiency of the process. By applying ultrafiltration to the first rinsing’s after the electrophoresis process, the efficiency of the process is greatly improved. The total rinsing concept, consisting of several rinsing baths, makes an important contribution to the efficiency and coating quality of your production. KTL/ATL coated products are increasingly more often powder coated in a powder coating installation for optimal protection and outdoor durability.
Pre-treatment
Without a good pre-treatment there is no high-quality KTL/ATL process. Depending on the quality requirements of your products and the materials used, you can choose for a wet chemical pre-treatment with one or multiple pickling and cascade rinsing baths in a dipping bath line.
Indufinish offers a wide range of products, both plastic and stainless-steel baths to spray tunnels for the UF-rinsing’s. We have the expertise to realise the perfect solution for your situation. Sophisticated design of the various spray phases guarantees an optimal pre-treated product in steel, aluminium and galvanised steel. As standard, our spray pumps in the pre-treatment installations are fitted with frequency converters in order to optimise energy consumption and to be able to set the correct spray pressure. This prevents unnecessary energy loss through throttling valves. Needless to say, that we are in constant contact with the chemical suppliers, in order to keep up to date with the latest process developments.
Heating and cooling
Precise temperature control in both KTL/ATL, galvanic and pre-treatment baths is very important for proper process reliability and film thickness composition. In addition to external heat exchangers for heating a bath, you can also choose for heat exchangers in the bath, for strong chemical processes made of plastic. Both can be supplied with central heating water or electrically. Cooling systems are carefully designed by us, where good fluid exchange and good cooling is achieved through heat exchangers and an innovative piping system with eductors.
Drying ovens & curing ovens
Indufinish designs drying and curing ovens with an operating temperature between 35 and 220 °C. The drying and polymerisation processes of water, electrophoresis paints and powder coatings fit within that temperature range. Materials such as steel and non-ferrous metals are heated evenly during the process until the coating has dried or hardened. Which heating system we use, depends on the type of coating and the available energy sources (gas/electricity). In all concepts (air circulation, IR or so-called dark radiation ovens) we carefully study the possibility of heat recovery and, where possible, we apply it. Uniform heating in combination with active air locks or automatic doors in the product entrance and exit openings, are key concepts in the drying and curing process. They have a major impact on your energy consumption. We guarantee the engineering of air distribution and air locks in such a way that your energy consumption is kept to a minimum.

Powder coating
KTL
Galvanising

Corporate video
Indufinish b.v. | Willem Barentszstraat 5 | 7825 VZ Emmen | The Netherlands | +31 (0) 591 630 003 | info@indufinish.com